Security-First Deployments
AI for Manufacturing Built for the Shop Floor, Not the Pitch Deck
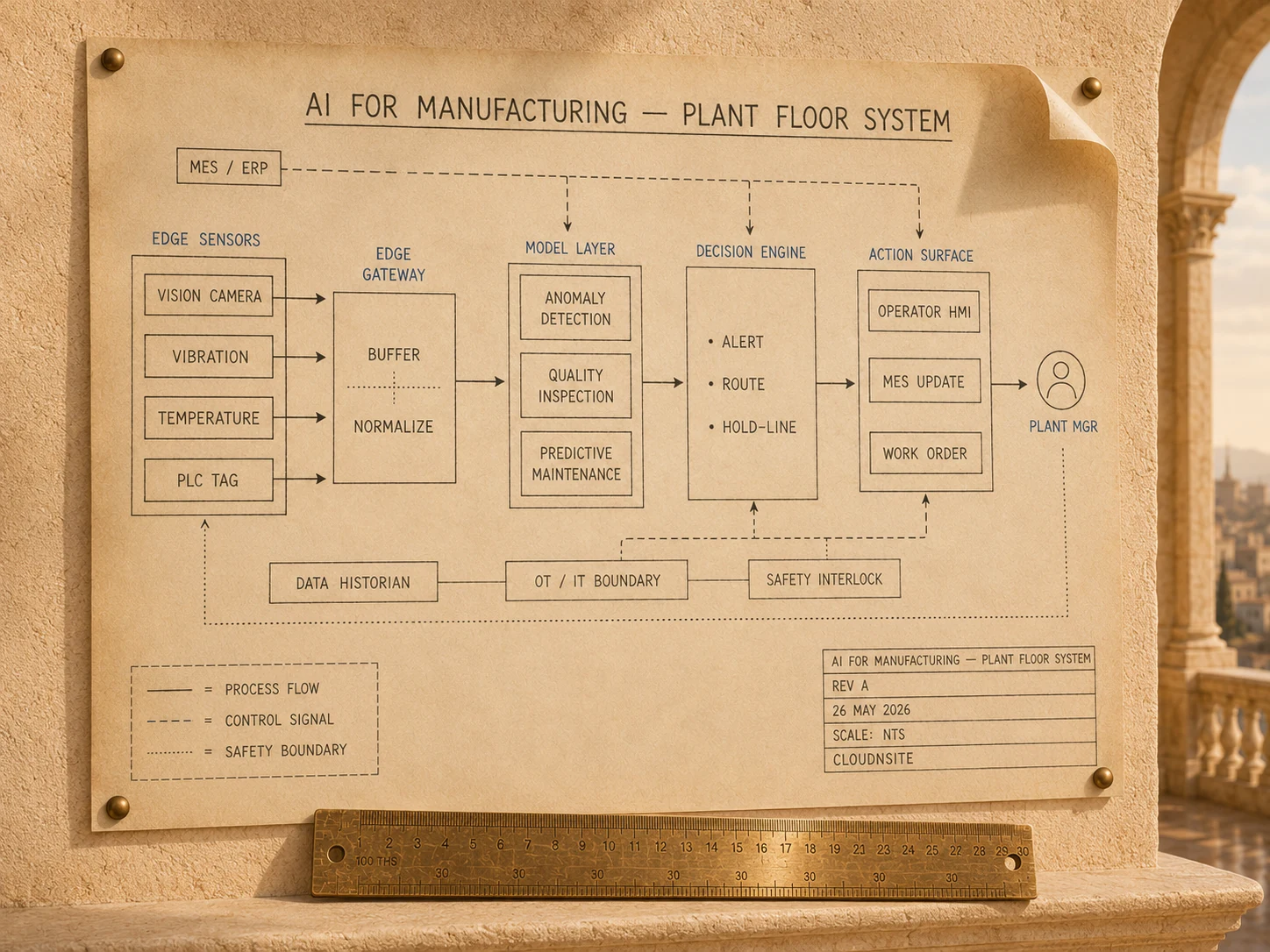
CloudNSite designs, builds, and operates custom AI agents for manufacturing: production scheduling, computer-vision quality inspection, predictive maintenance, supplier risk monitoring, and shop-floor knowledge retrieval. Real integrations with the MES, ERP, historian, CMMS, and PLC layer. Built on existing systems, not on top of a rip-and-replace.
System diagram
Pain Points
Production scheduling drifts the moment reality hits the plan
The MES has a plan. Operators have a different one by 10am. Material delays, machine downtime, and rush orders mean the schedule is recalculated by hand. An AI scheduling agent rebalances continuously against live constraints and recommends the next move with explanations operators trust.
Quality inspection bottlenecks slow the line
Manual inspection misses defects, flags false positives, and cannot keep up with cycle time. Computer vision models trained on plant-specific images, deployed at the line with a feedback loop, catch defects at higher accuracy and surface root-cause patterns the human eye would miss.
Maintenance is reactive when it should be predictive
Time-based PM schedules over-service some assets and under-service others. Predictive maintenance using historian data, vibration sensors, and condition monitoring catches early failure signatures and reorders the work queue around real asset state, not a calendar.
Supplier risk is a spreadsheet, not a system
Tier-1 and tier-2 supplier data sits in disconnected systems. A supplier-risk agent monitors lead-time drift, quality reject trends, news signals, and financial indicators, surfacing risk before a missed shipment becomes a line stoppage.
Operators ask senior engineers the same questions for years
Standard work, OEM manuals, fault codes, prior incident reports, and process notes are scattered across paper, SharePoint, and senior heads. A shop-floor RAG agent retrieves the right answer in seconds with source attribution back to the document or the prior incident.
How Our Agents Solve This
Production Scheduling Agent
Continuously rebalances the production schedule against live constraints from the MES, ERP, material status, and machine availability. Explains every reschedule recommendation in operator terms with the trade-offs.
Computer Vision Quality Inspection
Vision models trained on plant-specific defect libraries, deployed at the line with a labeling and feedback loop. Surfaces defect patterns, root-cause hypotheses, and routes borderline cases to quality engineering.
Predictive Maintenance Agent
Ingests historian time-series, vibration and condition sensors, and CMMS work history to score asset failure risk and reorder the maintenance work queue. Schedules around production windows and parts availability.
Supplier Risk Monitoring
Tracks lead-time drift, quality reject trends, news and financial signals, and tier-2 dependencies. Surfaces actionable risk weeks before a missed shipment, with recommended mitigations.
Shop-Floor Knowledge Agent
Retrieval over standard work, OEM manuals, fault code databases, prior incidents, and engineering notes. Operators ask questions in plain language and get answers with source attribution back to the originating document.
Energy and Utility Optimization
Reads utility meters, weather data, production demand, and tariff schedules to recommend HVAC, compressed air, and process load shifts that reduce cost without affecting throughput.
Expected Results
How Implementation Works
- 1
Plant-floor and system inventory
Walk the line. Inventory the MES, ERP, historian, CMMS, MES, SCADA, PLC layer, and the actual data quality of each. Pick the one or two highest-leverage use cases that can ship in the first wave with measurable plant impact.
- 2
Data integration and historian access
Connect the agents to live data: OPC UA, MQTT, Kepware, the historian (OSIsoft PI, Aveva, Ignition), and the MES/ERP APIs. Standardize the time-series shape and the asset hierarchy before training anything.
- 3
Domain models and pilot deployment
Train the CV or predictive models on plant data, build the agent logic for scheduling or knowledge retrieval, and deploy to a pilot cell or line with operator feedback loops. The pilot is real production, not a sandbox.
- 4
Operator feedback and tuning
Operators flag wrong predictions, missed defects, and bad recommendations. Their feedback labels the next training cycle. The agent earns trust by showing the reasoning and learning from corrections.
- 5
Scale-out and ongoing operations
Expand from the pilot cell to the rest of the plant, then to sister plants. CloudNSite operates the models, retrains on new data, monitors drift, and ships improvements. Manufacturing engineering owns the workflow; we own the AI.
Related Guides
Explore
How to Switch from Manual Workflows to AI Agents
Switch from manual workflows to AI agents with a practical rollout plan. Identify first automations, expected ROI, timeline, and change management steps.
Explore
Alternatives to Generic Chatbots for Business Operations
See alternatives to generic chatbots for business operations. Compare scripted bots with AI agents that run workflows, connect systems, and take action.
Explore
Best AI Agents for Small Medical Practices
Compare the best AI agents for small medical practices with 1-10 providers. Learn costs, staffing impact, and HIPAA-ready setup without internal IT teams.
Frequently Asked Questions
Do we need to replace our MES, ERP, or historian to use AI?
No. CloudNSite builds AI agents on top of the existing MES, ERP, historian, SCADA, and CMMS. The integration layer reads from the systems of record and writes back through approved interfaces. Rip-and-replace is rarely the right path.
What is the realistic timeline for a first manufacturing AI deployment?
A focused first wave (one cell, one use case, one plant) typically ships in 8 to 12 weeks. The longer items are data access (historian, PLC tags, MES APIs) and operator training, not model development. Multi-plant rollouts usually run 6 to 9 months.
How does computer vision quality inspection get trained on our defects?
We start with the existing reject library plus a focused image collection on the line. The model trains on plant-specific images, not a generic dataset. A feedback loop captures operator and QE corrections, which feed the next training cycle. The model improves week over week, not in a single one-shot training run.
Does predictive maintenance require new sensors?
Sometimes. For many assets, the existing historian, vibration sensors, and CMMS history are enough to start. For high-value assets where the data is missing, we recommend a targeted sensor add. We do not pitch a plant-wide sensor refresh just to enable AI.
How do we handle data security on the plant floor?
The agents run in the plant's network boundary or in a private cloud connected through approved interfaces. PLC and SCADA reads are one-way where required. Action paths (write-back to MES, CMMS work order creation) go through change-controlled APIs with audit logs.
Will operators trust AI recommendations?
Only if the recommendations are explainable, the operator has an override path, and the system learns from corrections. We design the agents to show the reasoning, expose the data they used, and treat operator overrides as training signal. Trust is earned in weeks, not assumed.
How does this fit with continuous improvement and Lean programs?
AI agents are a tool inside the existing operating system, not a replacement for it. The scheduling agent supports the production planner. The CV inspection supports the quality engineer. The shop-floor knowledge agent supports standard work. The Lean and CI program continues to own the kaizen events and process changes.
Who operates the manufacturing AI after launch?
CloudNSite. We build the integration layer, the models, the agent logic, and the monitoring, then continue to tune and retrain as production conditions change. Plant engineering owns the production workflow and the operator interface; we own the AI components.
Ready to Fix This Workflow?
Plan a Manufacturing AI Build. Plan a custom build for this workflow or run the AI readiness check for a fast baseline.